Отчет по результатам испытания сканера-дефектоскопа А2075 «SoNet» и ультразвукового томографа А1550 «IntroVisor» на объектах ООО «Газпром трансгаз Чайковский»
Цель обследования:
Определение эффективности сканера-дефектоскопа и оценка его основных рабочих характеристик при неразрушающем контроле основного металла тела трубы и продольных сварных швов.
Используемое оборудование:
Электромагнитно-акустический сканер-дефектоскоп типа А2075 «SoNet» для ультразвукового волноводного контроля трубопроводов, ультразвуковой высокочастотный томограф А1505 «IntroVisor». Оборудование разработано и изготовлено компанией ООО «Акустические Контрольные Системы».
Место и дата обследования:
ООО «Газпром трансгаз Чайковский», цех подготовки производства Инженерно-технического центра.
Объект контроля:
1. А2075 «SoNet» - образец трубы, вырезанный из линейной части трубопровода длиной 8 м, диаметром 1420мм, с имеющимися на ней коррозионными дефектами и дефектами КРН;
2. «IntroVisor» - стыковой и тавровый сварные швы на пылеуловителе, толщина стенки 32 мм.
Демонстрация проводилась совместно с ООО «ГазПриборТехнология».
В результате проведенных испытаний получены следующие данные:
1. А2075 «SoNet»
1.1 Сканограмма трубы Ø 1420 мм с коррозионными дефектами и дефектами КРН
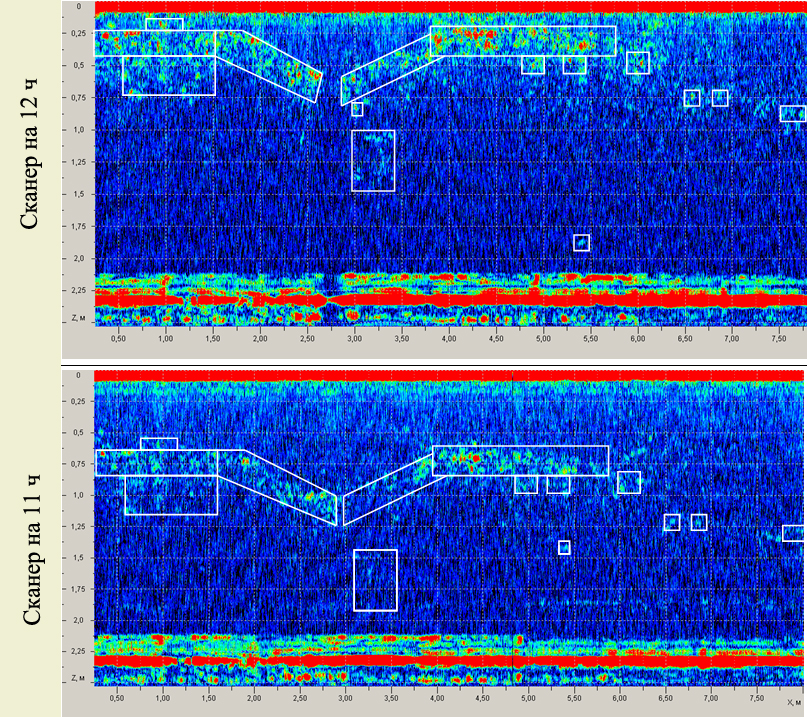 |
1.2 Результаты сканирования, представленные в стандартной развертке:
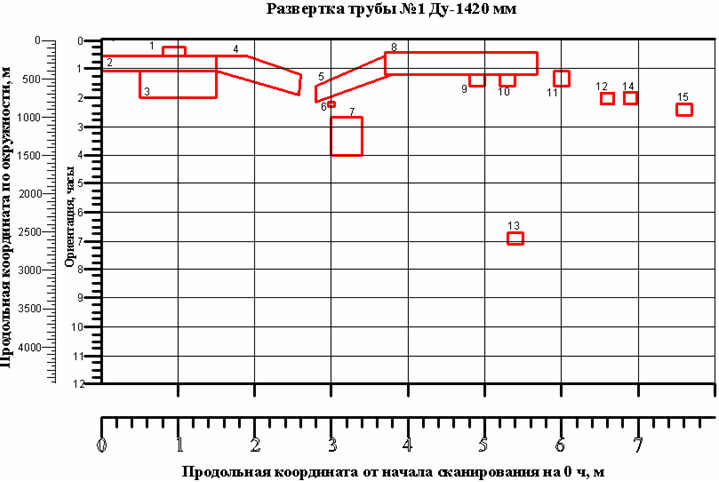 |
1.3 Описание обнаруженных дефектов:
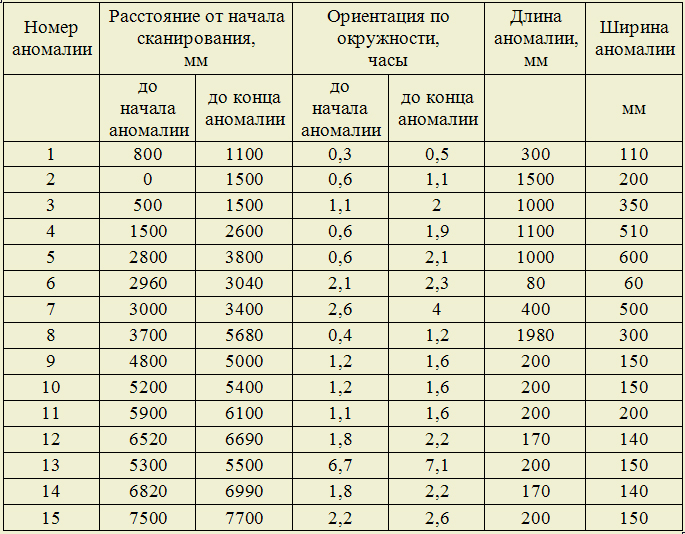 |
2. А1550 «IntroVisor»
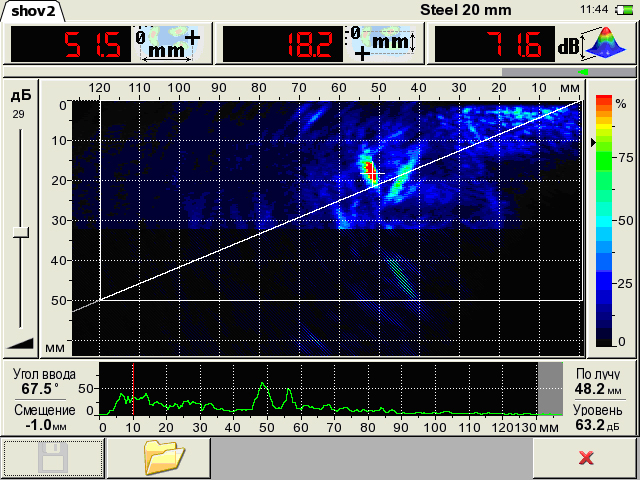
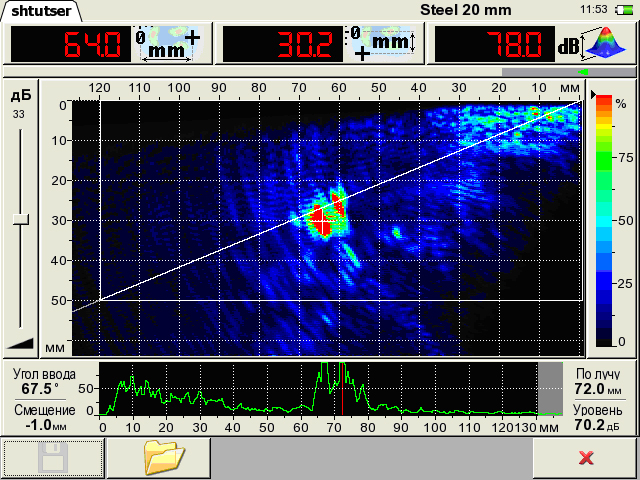
2.1 Сканограмма дефекта №1, обнаруженного в продольном шве пылеуловителя:
 |
2.2 Сканограмма дефекта №2, обнаруженного в продольном шве пылеуловителя:
 |
2.3 Сканограмма дефекта, обнаруженного в тавровом шве пылеуловителя:
 |
Выводы комиссии по результатам проведенных испытаний:
На основании полученных в процессе испытаний результатов, сделаны следующие выводы об основных возможностях представленного оборудования:
Сканер-дефектоскоп А2075 «SoNet»:
1.1 По функциональным возможностям:
1.1.1 Сканер обеспечивает решение основной задачи, которая ставилась при его разработке – достоверное и воспроизводимое обнаружение в основном металле тела труб потенциально опасных стресс-коррозионных дефектов и определение их координат;
1.1.2 Не требуется применение контактных жидкостей или специальной подготовки поверхности. Степень очистки поверхности труб механизированным способом является достаточной для качественной диагностики сканером;
1.1.3 Регистрация дефектов осуществляется непосредственно в процессе сканирования;
1.1.4 Сканер обеспечивает 100% документирование полученной информации.
1.1 По эксплуатационным качествам:
1.1.1 Сканер выполнен в конструктивно завершенном виде, время подготовки к работе составляет 5…10 минут, сканер транспортируется и управляется силами двух операторов;
1.1.2 Скорость движения сканера в процессе измерений составляет 6 метров в минуту, что обеспечивает работу ремонтной колонны;
1.1.3 Сканер оснащен датчиком пути, системой ориентирования, системой управления, устройством магнитного прижима к поверхности трубы, и может перемещаться по образующей в произвольной части окружности трубы;
1.2 Выявленные недостатки и замечания:
1.2.1 Для обнаружения незначительных стресс-коррозионных дефектов целесообразно повысить чувствительность сканера;
1.2.2 Необходимость повторного сканирования трубы для уточнения местоположения дефекта снижает производительность контроля;
1.2.3 Коррозионные дефекты, имеющие малую площадь рассеяния (узкие и протяженные по окружности трубы) выявляются с недостаточной чувствительностью, что требует проведения дополнительного сканирования.
Ультразвуковой томограф А1550 «IntroVisor»
2.1 По функциональным возможностям:
2.1.1. Благодаря применению фокусирующего алгоритма томограф обеспечивает более высокую чувствительность по сравнению с классическим дефектоскопом;
2.1.2. Томограф обнаружил все дефекты в продольном шве пылеуловителя, выявленные ранее с помощью рентгенографии;
2.1.3. Томограф обеспечивает оперативный и высокопроизводительный поиск дефектов в сварных швах и изделиях из металла;
2.1.4. Томограф обеспечивает визуализацию внутренней структуры объекта контроля в режиме реального времени;
2.1.5. Достаточно продольного сканирования по одной линии вдоль сварного шва;
2.1.6. Томограф позволяет документировать получаемые результаты;
2.1.7. Томограф может работать в качестве классического дефектоскопа со всей линейкой классических преобразователей, применяемых при ультразвуковом контроле.
2.2 По эксплуатационным качествам:
2.2.1. Томограф доступен для работы специалистам любого уровня квалификации, в том числе не имеющим предварительной подготовки;
2.2.2. Размеры антенной решетки сопоставимы с размерами классических преобразователей. Это позволяет проводить контроль с минимальной зачисткой околошовной зоны;
2.2.3. Томограф и антенные решетки выполнены в эргономичных корпусах, что делает комфортной работу оператора.
2.3 Выявленные недостатки и замечания:
2.3.1. Для повышения информативности документирования данных контроля необходимо предусмотреть датчик пути;
2.3.2. Для повышению производительности контроля желательно рассмотреть возможность создания сканирующей системы и сохранения результатов в виде единой ленты;
2.3.3. В режиме томографии отсутствует временная регулировка чувствительности.
Рекомендации:
На основании результатов проведенных стендовых испытаний комиссия рекомендует:
1. При проведении работ газотранспортным обществам при диагностике магистральных газопроводов использовать сканер-дефектоскоп A2075 «SoNet» для опытно-промышленной эксплуатации;
2. Применение сканера-дефектоскопа и томографа целесообразно как при трассовой переизоляции, так и в условиях ремонтных заводов, трубных баз и площадок;
3. ООО «Акустические Контрольные Системы» доработать электромагнитно-акустический сканер-дефектоскоп и томограф с учетом устранения выявленных недостатков.